Savoir - faire
| Pedersen | Section Diamix | Section Tykram | Saive-Industrie |
 |
 |
 |
 |
|
Fabrication débauches en carbure de tungstène |
Outillage diamant & CBN
|
Métal lourd outillage carbure brasé coupant et usure |
Fabrication de pièces et doutillages en carbure de tungstène et acier spécial |
|
|
|
|
De la poudre au metal dur
1) Stockage
Après une réception de la matière première, les poudres sont stockées et référencées selon leurs caractéristiques métallographiques avant d'être transférées au broyage pour la préparation du mélange.
2) Mélange des poudres (broyage)
La préparation des poudres est entièrement réalisée dans nos ateliers. Cette phase peut s'apparenter à une réalisation culinaire, les composants chimiques constituent les ingrédients qui permettront d’obtenir selon leurs dosages la nuance attendue. (Tableau des nuances)
A chaque lot préparé, un échantillon sera prélevé et testé en passant toutes les épreuves de fabrication.
Ceci permettra à notre laboratoire métallographique de valider ce lot.
3) Compression pressage
En fonction du type de pièces nous adaptons la méthode de pressage (isostatique, mécanique, pastillage)
Nous utilisons principalement la compression isostatique : ce procédé évite l'utilisation de la paraffine, réduisant par la même les risques de porosité pouvant apparaître après la phase de frittage.
Le mélange est introduit dans des chaussettes en polymère elle-même placées dans la cuve de presse.
Une pression hydraulique de plus de 2000 bars est appliquée transformant la poudre en lopin qui pourra être usiné.
4) Conformation (usinage du mou)
Cette opération nécessite une grande dextérité des techniciens de volume, car la matière non paraffinée à une consistance semblable à celle de la craie.
5) Frittage (cuisson)
Les pièces usinées sont placées sur des plateaux graphite, insérées dans un four et cuites à des températures voisines de 1400°.
Pendant cette phase la pièce perd 50 % de son volume (20 % en linéaire).
Nous disposons de plusieurs types de fours (Sinter-HIP, fours à vide, four à passage, four de préfrittage). L'ébauche obtenue a atteint sa dureté définitive et peut ainsi après contrôle être expédié ou continuer son processus dans nos ateliers de finition.
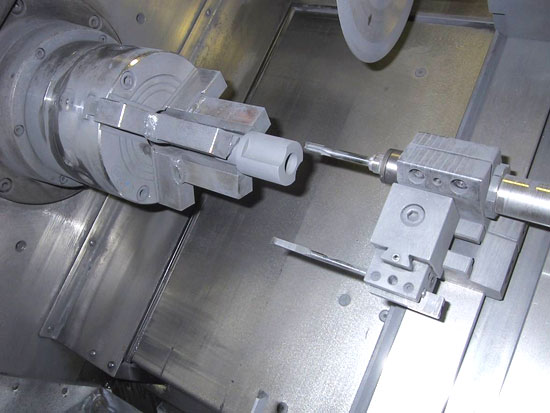
6) Finition (rectification, rodage, brasage, électro-érosion)

|

|

|

|
|